 简体中文
简体中文







Untuk membentuk gelendong.
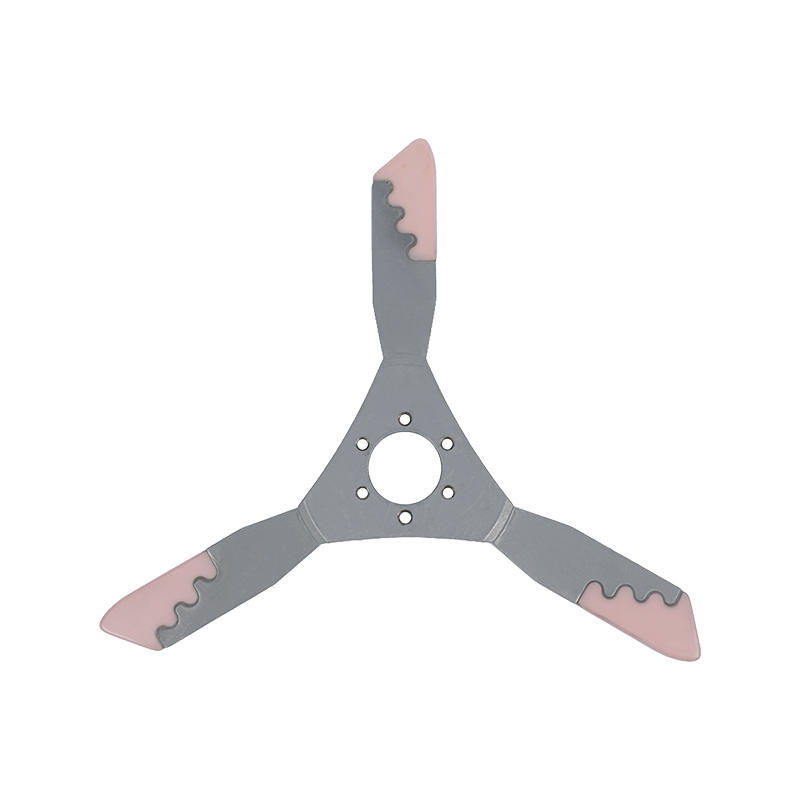
Garpu anjakan Barmag, yang dihasilkan oleh syarikat kami untuk Barmag di Jerman, telah ...

Fork shift Barmag, yang dihasilkan oleh syarikat kami untuk Barmag di Jerman, telah lul...

Fork shift Barmag, yang dihasilkan oleh syarikat kami untuk Barmag di Jerman, telah lul...

Untuk membentuk gelendong.

Untuk membentuk gelendong.

pengenalan Industri tekstil sentiasa berkembang, dengan pengeluar mencari cara untuk mengurangkan kos pengeluaran sambil mengekalkan output berkualiti tinggi. Satu penyelesaian yang telah mendapat daya ...
Lihat Lagipengenalan Apabila industri tekstil beralih ke arah amalan yang lebih mampan, permintaan untuk fabrik poliester kitar semula telah melonjak. Inti penghasilan tekstil mesra alam ini ialah penggunaan kepi...
Lihat LagiPenyesuaian hebat, membuka jalan untuk pencapaian baharu! The Mesin ujian berputar POY , direka khas untuk produk dalaman automotif pelanggan Eropah, baru-baru ini telah dihantar. Ia membuka kunci keting...
Lihat Lagi Titik praktikal untuk penyelenggaraan pencegahan komponen utama
Penyelenggaraan spinneret
Proses pembersihan: Gunakan pembersih ultrasonik (frekuensi 40kHz, suhu 60 ℃) dengan agen pembersih khas untuk mengelakkan berus logam menggaru permukaan plat.
Standard ujian: sisihan apertur ≤0.01mm, kekasaran permukaan Ra ≤0.4μm (dikesan oleh tolok diameter laser dan interferometer cahaya putih).
Penyelenggaraan pam meteran
Penentukuran tekanan: Gunakan tolok tekanan digital (ketepatan ±0.1bar) untuk mengesan tekanan alur keluar setiap minggu, dan gantikan gelang gear atau pengedap apabila sisihan ialah >5%.
Pengurusan pelinciran: Suntik gris suhu tinggi (titik jatuh ≥300 ℃) setiap bulan, dan kawal isipadu suntikan minyak kepada 1/3 daripada isipadu badan pam.
Penyelenggaraan roller panas
Kawalan suhu: Periksa ketepatan termokopel setiap hari (ralat ≤±1℃), dan kisar semula permukaan penggelek apabila perbezaan suhu permukaan ialah >2℃.
Penjajaran: Gunakan instrumen penjajaran laser untuk melaraskan keselarian penggelek panas dan panduan wayar setiap suku tahun, dengan sisihan ≤0.05mm.
Tiga langkah utama untuk mengurangkan kadar masa henti
Pengurusan inventori alat ganti
Wujudkan kaedah klasifikasi ABC:
Kelas A (tempoh penghantaran bernilai tinggi/panjang): pemeteran gear pam, galas penggelek panas (inventori keselamatan ≥2 keping)
Kelas B (memakai bahagian): cincin meterai, cangkuk panduan wayar (inventori keselamatan ≥5 keping)
Kelas C (bahagian biasa): bolt, gasket (dibeli atas permintaan)
Aplikasi teknologi pemantauan keadaan
Pasang penderia getaran (ambang ≤4.5mm/s) untuk memantau status galas motor dan memberikan amaran awal 70% daripada kemungkinan kerosakan.
Gunakan pengimej haba inframerah untuk mengesan suhu kabinet elektrik dan segera menyelesaikan masalah kenaikan suhu yang tidak normal (>50℃).
Latihan kakitangan dan operasi standard
Membangunkan "SOP Penyelenggaraan Mesin Berputar Barmag" untuk menjelaskan 12 langkah operasi utama dan kriteria penerimaan.
Menjalankan latihan simulasi kerosakan setiap bulan (seperti rawatan kecemasan pam metering jem) untuk memendekkan masa min pembaikan (MTTR).
Cadangan pengoptimuman kos penyelenggaraan
Bahagian asal vs bahagian yang serasi:
Komponen teras seperti gear pam pemeteran harus diberi keutamaan kepada bahagian asal (lanjutan hayat 50%), dan bahagian boleh guna seperti cangkuk wayar panduan boleh disahkan bahagian yang serasi (pengurangan kos sebanyak 40%).
Pemilihan perkhidmatan penyumberan luar:
Adalah disyorkan untuk mengamanahkan penyedia perkhidmatan bertauliah Barmag untuk baik pulih tahunan, yang saluran alat gantinya adalah formal dan rekod penyelenggaraan boleh dikesan.
Penilaian kuantitatif kesan penyelenggaraan
Keberkesanan strategi penyelenggaraan disahkan oleh petunjuk berikut:
Kecekapan Peralatan Keseluruhan (OEE): Sasaran ≥ 85% (purata industri semasa 72%)
Kos penyelenggaraan gelendong tunggal: dikawal pada ≤ 0.3 yuan/spindle·hari (60% lebih rendah daripada sebelum penyelenggaraan)
Masa henti yang tidak dirancang: ≤ 8 jam sebulan (pengurangan 70% dalam kegagalan mengejut melalui penyelenggaraan pencegahan)
ALAMAT: No.1298, Jalan Zhouan, Daerah Pembangunan Ekonomi dan Teknologi, Jiaxing City, Wilayah Zhejiang
TELEFON: +86 19057031687
TEL: 86-0573-83777752
EMEL: [email protected]
Jiaxing Shengbang Mechanical Equipment Co., Ltd. Hak Cipta Terpelihara. Pengilang Alat Ganti Mesin Berputar Barmag Tersuai
